冲裁是一种金属生产工艺,在冲压过程中金属工件从主金属带或薄板上移除。被移除的材料就是新的金属工件或坯料。
坯料的特征
模切边缘通常具有四个区域。
- 滚下
- 磨光
- 断裂
- 毛边
用传统的金属冲压工艺制成的切割带的切割表面是部分倾斜的,并且在切口的断裂区域具有粗糙的外观。
在冲压/冲裁操作期间,工作部件(冲头和模具)的行为取决于工作材料(其厚度、抗拉强度以及屈服强度)和工具钢应付切削刃上产生的应力的能力。
冲头和冲模的主要失效形式包括:
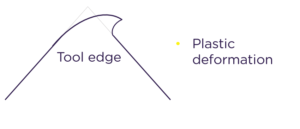
- 塑性变形:压缩应力超过工具钢的压缩屈服强度时发生永久变形。硬度为关键参数。
- 碎裂和完全断裂:工具钢的高延展性/韧性可防止裂纹的萌生和扩展。粉末冶金工具钢的非常精细和均匀的微观结构在脆性方面上为工具提供的是良好水平的冲击强度和疲劳极限。
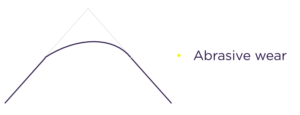
- 磨料磨损:工具和工作材料之间的滑动接触处出现磨损。该磨损是由与工具表面接触的硬颗粒引起的。关键工具钢的特性包括硬度、大量碳化物以及高硬度的碳化物。
- 擦损和粘着磨损:擦损和粘着磨损都是由压缩应力和滑动接触产生的,导致重摩擦和局部高温,这可能又导致工具表面质量的微焊点的破坏。然后,由于工作应力,粘附材料的一部分被工件材料从工具表面拉出。关键参数包括粗糙度、摩擦系数、韧性/延展性以及硬度。工具钢牌号具有很大的影响,而粉末冶金工具钢可以提供合适的解决方案,加上表面涂层,以优化滑动性能。
此外,当冲压或冲裁先进的高强度金属板时,应力和冲击波在工具的切削刃上增加很多。在这种情况下,我们不推荐使用传统工具钢(D2和M2型),因为疲劳强度/冲击强度水平太低,导致冲头和模具的早期裂缝和完全断裂。碎裂和裂化算是生产工厂中可能发生的最有害的失效形式。
至于粉末冶金工艺,ASP工具钢的微观结构细化得多,具有非常均匀的精细初级碳化物的分布。与传统工具钢相比,这导致韧性、强度和硬度的改进组合。
在超过了常规材料极限的情况下,我们的ASP冷作工具钢(PM)可提供非常有效的答案。
我们的标准PM计划是于多年前开始的,并在全球冷加工应用中已出台实施
最近,ERASTEEL开发了新一代粉末冶金工具钢,专门设计用于提供耐磨性和延展性的非常好的组合。
ERASTEEL的先进工具材料,即粉末冶金(PM)工具钢,可以提供中/长系列生产过程中所需的出色机械性能,以避免压力机生产线停工。